
而在汽车领域,摩擦也能产生奇迹。一种叫摩擦焊的新工艺,正在逐渐兴起并有可能替代目前风头正健的激光焊。它没有烟尘、火花、辐射,让整个汽车制造过程更加安静、安全、环保。
所以啊,与其通过有争议的电动车、能作弊的柴油车来达到环保,还不如来点实在的,在制造中多普及一下摩擦焊这种绿色技术。
摩擦焊原理介绍
为了应对材料、接头形式、焊接位置、截面大小等问题,摩擦焊呈现了多种形式,今天车聚君要给大家介(ān)绍(lì)的这种叫:搅拌摩擦焊。
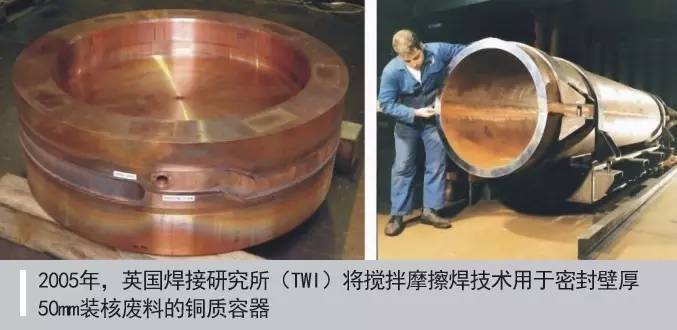
搅拌摩擦焊也称FSW (Friction Stir Welding),是美国焊接研究所在1991年发明的一种在机械力和摩擦热,共同作用下的新型固相连接技术。虽然这项技术起步较晚,但由于出色的环保以及焊接能力,迅速引起了各大厂家的关注。

相较于利用高电压、高电流瞬间获得巨大热量的焊接方法,这种采用摩擦生热的方法很是新颖
在搅拌摩擦焊接过程中,一个带有特殊轴肩和针凸的柱形搅拌头会旋转着缓慢插入被焊接工件中,通过剧烈的搅拌、摩擦以及压力作用,焊缝的金属材料发生塑性软化,当搅拌头旋转着向前移动时,热塑化的金属材料会从搅拌头前沿向后方转移,并在搅拌轴肩的作用下受到摩擦和锻压,最终得到精细的锻造组织接头。

它充分利用了摩擦生热的原理,而且通过加压的方式,防止受热后的金属材料发生严重变形,并将两块金属迅速地“粘接”在一起。巧妙的将加热加压方式组合在一起,为这个想法点赞。
搅拌摩擦焊的几个特点
初步了解原理后,问题来了——这种摩擦生热的焊接方式能给我们带来什么好处呢?总结下来有以下特点:
这种焊接实现了全位置的自动化,焊接过程不会产生烟尘、飞溅、紫外线及电磁辐射等污染,实现了焊接过程的环保化;

印象中车间里应该是各种高大上的机器人,光洁明亮。然鹅,走进车身车间我们往往会闻到一股刺鼻烟尘味,知道为什么工作人员会戴防尘口罩了吧?
不同于大多数焊接方法,摩擦焊的过程是在材料的塑性状态下实现的,这使得焊缝的一致性很高,没有热裂纹、夹杂、气孔等熔焊缺陷产生;
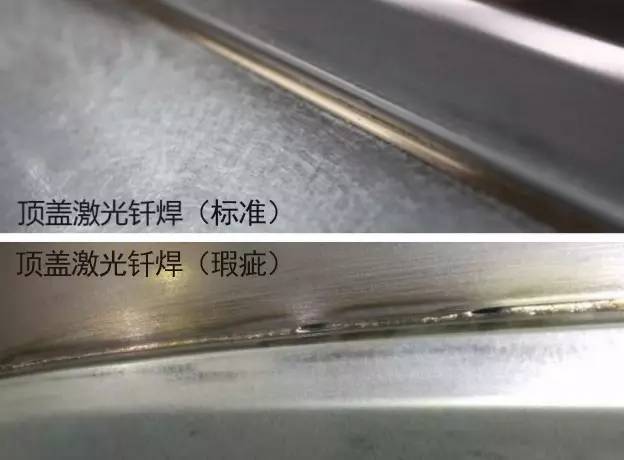
顶盖激光钎焊(熔焊的一种),我们总以为会像上图这样光洁顺滑,可现实经常会出现下图这样的气孔、锯齿边、飞溅情况。
正常情况下,摩擦焊不需要焊丝和保护气,焊接过程消耗少,焊缝残余应力低,基本没有变形,焊接接头的强度可以达到或者接近母材的强度,机械性能优异;
摩擦焊焊前不需要对铝合金氧化层做特殊处理,也不需要开破口,焊接过程中不需要填充材料和保护气,大大简化了焊接工序。
摩擦焊很好的体现了高效节能环保的理念,不同于传统焊接的火花四溅,这种焊接显得更冷静优雅。不谦虚的说,是一种最时尚的焊接方式。
搅拌摩擦焊技术在航空航天上已经到了工业化运用阶段,像波音、洛克希德·马丁以及Eclipse等航空航天巨头都已采用了这项技术。从新技术在航空航天上趋向成熟后会转向民用(特别是汽车)的调性来说,下一步很有可能就是在汽车上的应用了。
事实上,这项技术的发展比我们想象的快。
搅拌摩擦焊在汽车中的应用
现在来说它能应用在多种汽车零部件的制造中,比如说轮毂、后桥、铝合金电池托盘、发动机壳体内衬、侧体内衬加强件、车门加强结构件、大型挤压成型件的拼接等。
就这些组件,福特、宝马、菲亚特、通用、奔驰和沃尔沃等都有所涉猎。但这项技术也同它的使用范围一样,主要由供应商独立研发,或供应商与车企共同研发的方式。技术储备上,占据主导地位的仍是供应商。

以前某公司的某款车型后桥零件测试后发现达不到耐久性要求,后桥上层板轴衬磨损严重。为了解决问题,采用了搅拌摩擦焊的方法,将两块相同的挤压成型件,沿中间对接缝焊接在一起,效果显著。
我们知道铝、镁合金一类的轻质合金在焊接中有着接头软化严重、易形成氧化膜、容易产生气孔和热裂纹、焊接变形严重等缺点。
而搅拌摩擦焊正好能地解决这类问题:早在2005年,2005 Ford GT上就使用了这项技术,来焊接镁铝合金。可以说,摩擦焊是最适合铝合金材质的焊接工艺之一。
汽车厂家摩擦焊的态度
由于技术有难度,摩擦焊技术用的还不广泛,厂家宣传的也不多。但车聚君还是给大家找到了有代表性的几家:
奥迪的ASF铝合金空间框架,虽在车身主要承载部位上仍使用MIG焊接技术,不过官方已提出了使用摩擦焊的计划--未来实施的可能性非常大。

马自达不仅敢用转子发动机,还在RX-8的后门框上采用了摩擦焊技术。
德国卡曼汽车公司采用摩擦焊,来焊接由泡沫铝制造的车顶盖。因为如采用熔化焊连接方式,其中的发泡剂极易发生烧失。
中航工业赛福斯特公司,为国内某车企开发了中国首台用于铝合金汽车工艺的搅拌摩擦焊设备,并实现了轮毂的摩擦焊。
早在2010年,广州地铁3号线城轨车辆的车体就大量使用了摩擦焊。
另外,美国MegaStir、Tower,瑞典SKB,日本日立、日本轻金属等公司都有着相当强的技术储备。以中航工业为首的一批中国企业也不甘落后,业务已延伸到了海外市场和新能源汽车领域(如电池框体焊接)。
摩擦焊的优势在哪里?
谈到铝合金焊接,大家印象最深刻的可能是激光焊接工艺了,相较于激光焊接的家喻户晓,搅拌摩擦焊工艺能后来居上吗?

为了在降低车重的同时保证刚度,铝合金中常会添加强化元素(如Mg)。激光焊接由于电弧焊接温度高,强化元素容易烧失,焊缝强度以及整车性能会受到影响,而焊接温度较低的摩擦焊就没有这个问题;
激光焊接工艺难度大,焊接质量很容易出现反复,现今使用这项技术的车企中,敢说还没哪一家承认完全控制了这项技术。
摩擦焊还有提升的空间
搅拌摩擦焊并不是一种绝对完美的焊接方式,比如说焊接速度就是一大问题,通常来说这种焊接方式的速度在100mm/min左右,要知道同样可以不间断焊接的激光焊接,其一般速度在3000mm/min左右。

要提到搅拌摩擦焊的最新动态,最让人激动的就是能源部太平洋西北国家实验室(PNNL)的最新研究,他们通过与通用汽车公司、美铝以及美国铁姆肯(TWB)公司合作,使得搅拌摩擦焊的速度提高了10倍之多,大大降低了生产时间和成本,同时还得到了更轻更牢固的零部件。
据报道,改进后的工艺可以使得车门重量减轻62%,而成本则可以降低25%。
现在看,搅拌摩擦焊还是一种新兴技术,普及率不是很高。但随着轻量化成为共识,铝镁合金材料受到空前重视,这势必会让摩擦焊技术异军突起。
另外,随着环保意识增强,水性涂料、免中涂工艺、摩擦焊等绿色造车技术,会逐渐替代一些“懂车帝”口中的激光焊、空腔注蜡、车漆厚等,而成为一股新的技术清流。




